
Control
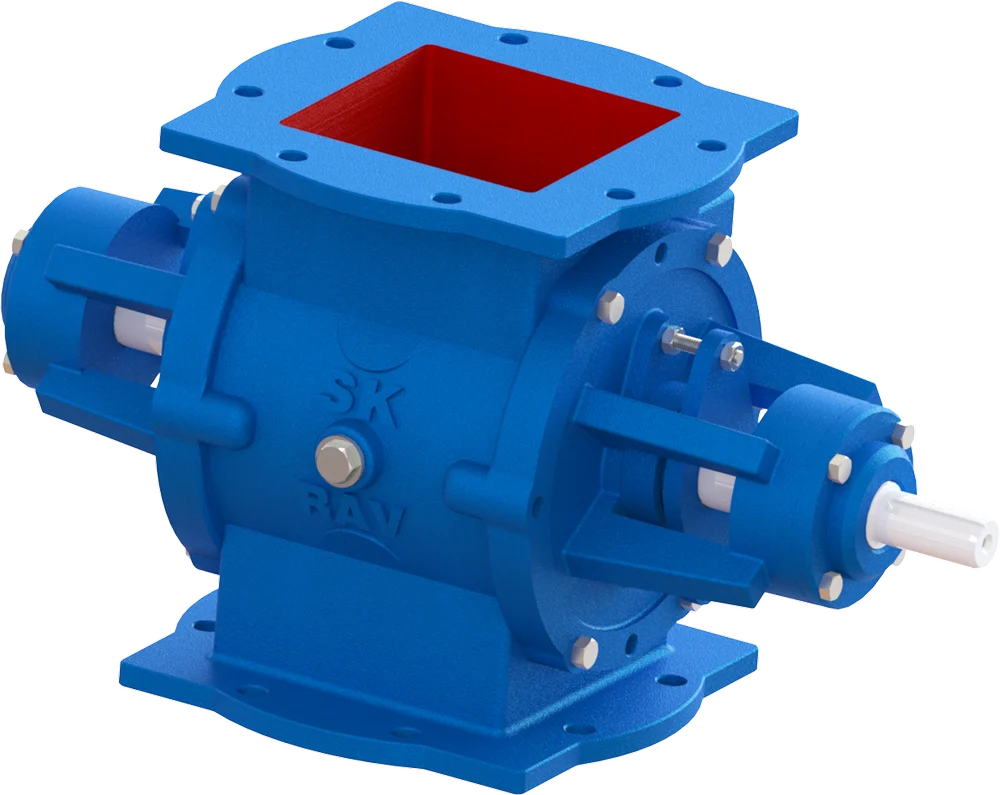
Dome Valve
The Dome Valve is a critical spare component of an Ash Handling System (AHS), designed to control the flow of ash from hoppers, silos, or storage bins in industrial plants. t ensures smooth, controlled discharge of ash while maintaining airtight sealing, preventing air leakage, and avoiding dust spillage. Dome valves play a pivotal role in maintaining the efficiency, safety, and reliability of ash handling operations.